The extreme water pressures used in waterjet equipment cause very large tensile (stretching) stresses at the wetted surfaces of the stainless steel high pressure parts. Repeated changes in these pressure-induced stresses from normal pump operation will eventually result in formation and growth of metal “fatigue cracks” at these same wetted surfaces, causing part failure manifested by a dripping or spraying water leak. Experience has shown fatigue cracking can be delayed, and service life greatly extended, by introducing a favorable compressive “residual stress” in the wetted bores of pressure parts, such as attenuators, fitting and valve bodies, tubing and pump parts such as high pressure cylinders and their mating cylinder heads. This residual stress is permanently introduced into the part by the manufacturer, and retains its beneficial effect throughout the service life of the part.
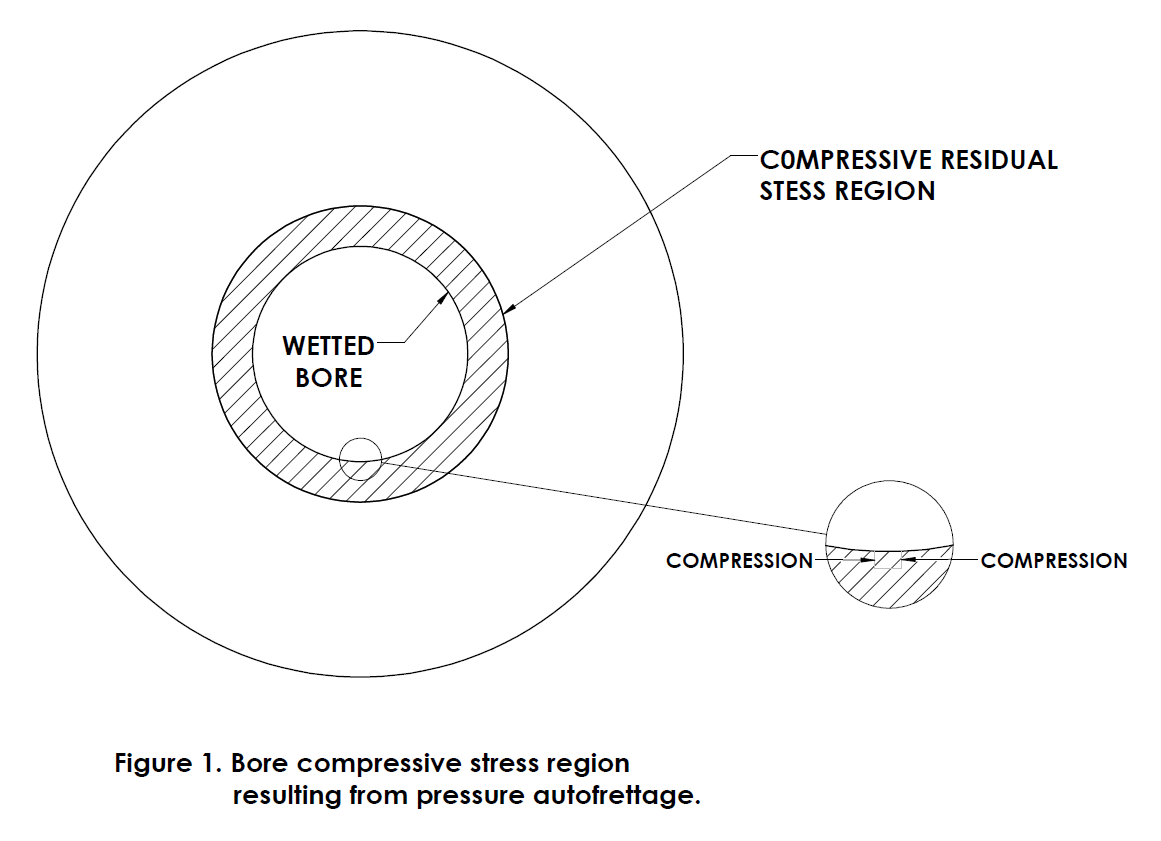
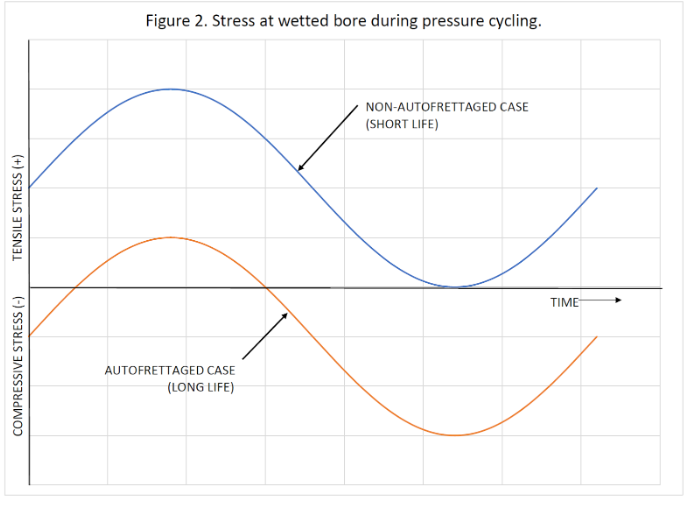
A common method for creating this compressive residual stress is called pressure autofrettage. This technique involves subjecting a pressure part to a single “over-pressure,” generally 130% to 160% of its service pressure. The autofrettage pressure is calculated based on the dimensions and service pressure of the part, as well as the part material properties. The manufacturer determines the correct pressure to be used to maximize the beneficial residual stress, which is critical as excess pressure in this process can damage the part and reduce its life, rather than extending it. When this process is performed, the material near the wetted surface at the part interior is stretched and permanently deformed. When the over-pressure is released, the deformed inner region is slightly larger than when it was manufactured. The undeformed outer region of the part, being the same size as it was originally, squeezes the now larger inner region and sends it into residual compression (see Figure 1). As a result, the maximum tensile stress at the wetted surface at service pressure will be correspondingly reduced (see Figure 2). This reduction in maximum tensile stress from pressure autofrettage can extend service life by a factor of up to 100X in a properly engineered part, as determined by stress analysis employing elastic-plastic Finite Element Analysis (FEA) and subsequent laboratory testing.
For high pressure (HP) tubing, the increase in service life is much less than 100X, due to the initial defects on the inner surface of the tubes associated with their manufacture. Long bore flaws caused by withdrawing the mandrel rod from the tube bore after the mechanical reduction in tube diameter to final size at the mill cannot practically be removed. These flaws cause fatigue cracking to start much quicker than it would with a perfectly smooth wetted bore. However, the life increase in these tubes when autofrettaged is still 5 to 10 times longer than without autofrettage. This is attributed to plastic blunting of the sharp tips at the bottoms of the manufacturing surface flaws, caused by bore stretching during the autofrettage process. For this reason, the 10% to 20% increase in initial customer cost for tubing autofrettage is more than justified by a resulting minimum 5X increase in service life. It is for this reason that we recommend pressure autofrettage be performed on all UHP (100,000 psi) tubing and for most HP (66,000 psi) tubing applications.